
Developing new laser processes for industrial applications is a laborious task. Even more so in additive manufacturing (AM), for processing technologies such as laser powder bed fusion (LPBF). AM applications have specific requirements for laser control, but conventional controllers and the laser scan systems themselves are a black box for the industrial operator.
Achieving satisfactory results at the highest product quality requires extensive trial-and-error testing of different parameters and delay settings. Striking a balance between the required precision and highest possible productivity often represents a trade-off, which differs between users.
Scanlab’s new software SCANmotionControl, launched in June 2023, has the potential to represent a transformative change in the development of laser processes. This pipeline-based trajectory planning software allows simulating the laser beam path offline. Developing new laser processes with this software offers more flexibility for controlling the laser and optimises accuracy and throughput based on the two main input parameters: corner fidelity tolerance and marking speed. No need to waste time on manual adjustments or sky-writing insertions.
SCANmotionControl offers different execution methods. The user can easily define a scanning strategy to prioritize the various process requirements, such as setting a constant processing speed or keeping the laser permanently switched on during processing. The high-level API reduces the workload for the overall machine integration.
New scan control technology put to the test
The Fraunhofer ILT put the software to the acid test: An LPBF laboratory machine was fitted with a Scanlab excelliSCAN 20 scan head and the machine control software was adapted for SCANmotionControl. In order to generate local overheating that typically occurs in LPBF, filigree and thin-walled components were manufactured. The material used was Ti6Al4V, which is prone to overheating due to its low thermal conductivity. It is often used in the aerospace sector with correspondingly high demands on component performance, process robustness and quality.
Uniform heat distribution during printing leads to uniform part quality. But it can often be challenging to achieve this uniformity, particularly at the contours of the manufactured part which in turn has a direct impact on the part’s quality. One possible way of avoiding heat accumulations in close-to-contour regions of parts is to adopt process parameter to the part geometry. This is why the researchers at Fraunhofer ILT developed process strategies with power ramping: depending on the wall thickness of the part to be printed, power ramping is applied. The length and gradient of the power ramps are then adapted to account for the local heat dissipation. Figure 1 (left) shows a graphic of the laser power along a scan vector. The right hand graphic in Figure 1 shows an exemplary laser power distribution of a layer manufactured by LPBF for a section of a turbine blade, illustrating how the dynamic adjustment of the laser power can be applied.

Figure 1 Power ramp along scan vector (Credit: Fraunhofer ILT)
The method was verified by means of comprehensive print series on the test machine. Power ramping strategies, derived by combining process knowledge with experimental results, were deployed. Previously, time-consuming pre-processing steps were required for the scan vectors (manual generation of micro vectors with individual laser power, addition of sky-writing sequences while taking into account the scan head-specific dynamic behavior). Using the new software, the definition of power ramps is simplified to a single command. In addition, there are significantly more options for implementing arbitrary ramp sequences, which means more flexibility and high potential for future innovations.
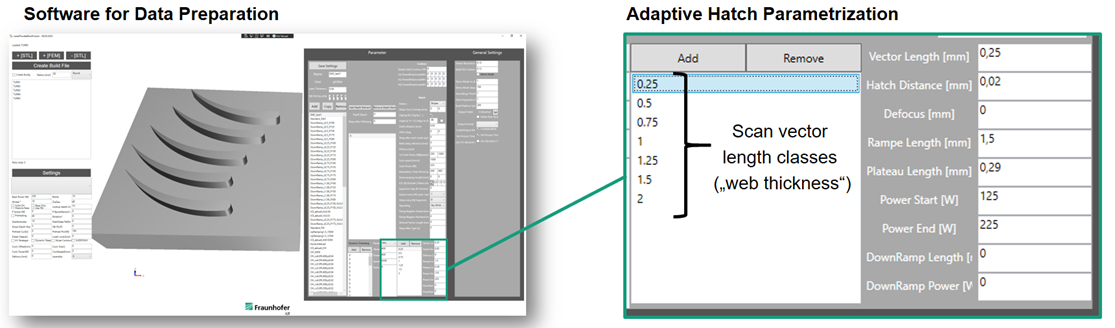
Figure 2: Power ramp dependent on scan vector length (Credit: Fraunhofer ILT)
Precisely this strategy is integrated into the process control software stack, enabling automatic parametrisation of laser power ramping along the scan path on a macro scale, while micro-vectorisation is automatically taken care of in the background by SCANmotionControl. This provides a process advantage and allows most of the preoperational work to be completed offline while the STL files are processed and the 3D part analysis is prepared. Consequently, expensive processing times in AM can be significantly reduced.
The test results speak for themselves: As shown in Figure 3 (specimen with triangular cross section) when constant laser power is applied, the melt pool on the left has a u-shape and extends far beyond the area that is scanned by the laser. This indicates significant overheating and results in process deviations.

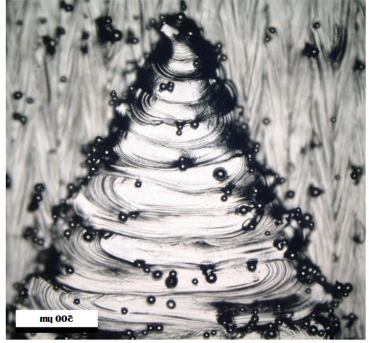
Figure 3 Results without (left) and with (right) adaptive laser power control (Credit: Fraunhofer)
With adaptive laser power control, shown on the right, the melt pool is limited to the scan vector and shows a straight laser path. This means the melting process is controlled with much more precision, which has a positive effect on component quality and process robustness.
The advantage of dynamic power adjustment using SCANmotionControl can also be applied to more complex components, such as turbine blades, as shown in Figure 4.
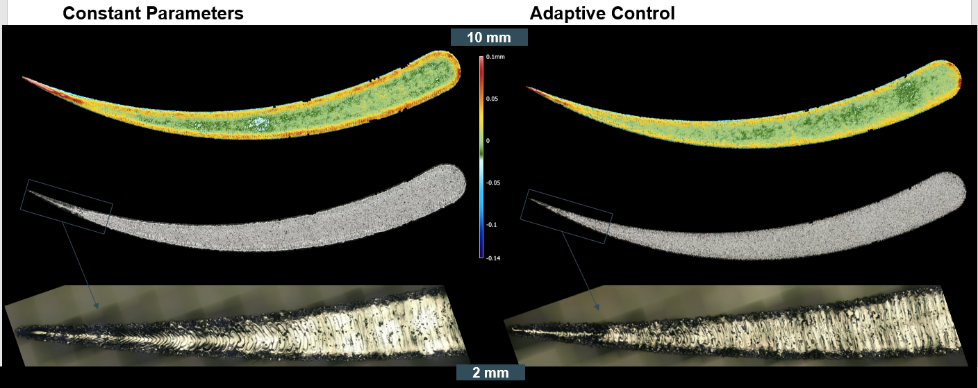
Figure 4: Bulging (left) versus bulging-free thin structures through adaptive control (right) (Credit: Fraunhofer ILT)
Around the edge and especially at the very delicate tip of the turbine blade, the bulging occurring in the standard process (Figure 4 left) can be drastically reduced by using the new power ramping method (Figure 4 right).
In summary, this first series of tests, conducted as part of a collaboration between SCANLAB and Fraunhofer ILT, already prove the enormous potential of SCANmotionControl in combination with the possibilities for adaptive LPBF process control. Both partners are committed to establishing these new possibilities in the AM industry. The goal is to make a significant contribution to the advancement of additive manufacturing processes and to make the benefits accessible to as many users as possible. Thanks to the new software, the exact control of laser parameters and scanner paths is now a fait accompli within industrial LPBF settings.
